英语
英语 中文简体
中文简体 Designmetod för ultraljudsverktyg och ultraljudssvetslinje
Ultraljudssvetsmaskin för plast kommer att lämna ärr på ytan av ultraljudsplastdelar under ultraljudssvetsning när det finns skador på ytan av verktyget, eller dess form är mer eller mindre annorlunda än ultraljudsplastdelarna. Sättet att undvika det är att lägga en film mellan ultraljudsverktyget och ytan på ultraljudsplastdelen.
Kontaktytan på ultraljudsplastdelen bör vara åtminstone större än ultraljudssvetsytan, och ultraljudssvetspositionen ska vara inriktad så långt som möjligt. För liten kontaktyta på ultraljudssvetshuvudet kommer att orsaka större skada och deformation, samt otillfredsställande ultraljudssvetseffekt.
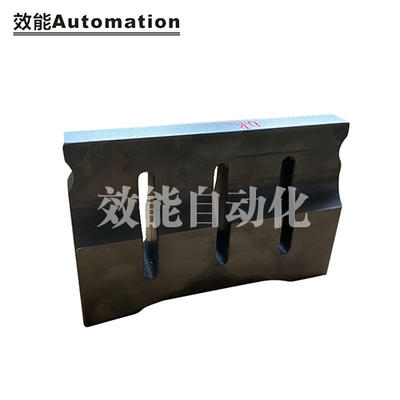
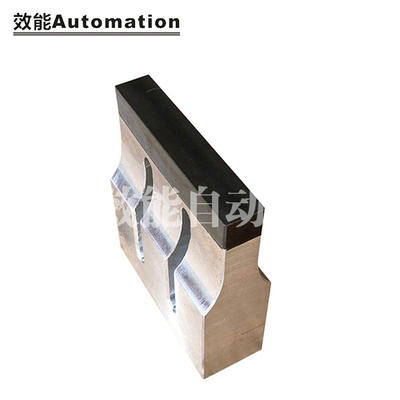
Injektionsdelar kan utformas i vilken form som helst, men ultraljudsverktyg kan inte göras godtyckligt. Formen och längden kan påverka parametrar som ultraljudshornets frekvens och amplitud. Utformningen av ultraljudsverktyg måste ha ett referensplan, det vill säga referensfrekvensplanet som bestäms enligt frekvensen för dess arbetsstycke. Referensfrekvensplanet upptar i allmänhet mer än 70 % av svetshuvudets yta, så formen av utsprången på ytan av den formsprutade delen är företrädesvis mindre än hela plasten och sedan 30 %. För släta, bågförvandlade ytor av plastdelar kan denna standard lättas upp på lämpligt sätt. Och den utskjutande positionen bör placeras i mitten av ultraljudsplastdelen så mycket som möjligt eller symmetriskt utformad.
Svetslinjen är den del som smälts av direkt verkan av ultraljudsvågor, och dess grundläggande två designmetoder:
①Skär design
② energiorientering
Alla andra varianter kan klassificeras i antingen typ eller hybridtyp.