英语
英语 中文简体
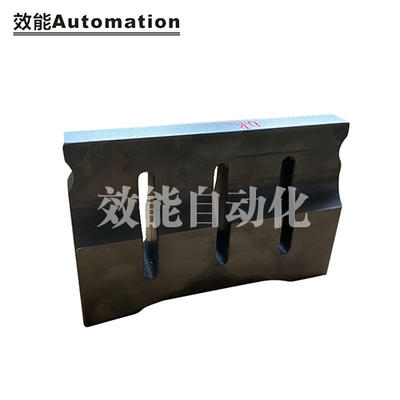
中文简体 Plastsvetsmaskinen använder huvudsakligen en temperaturkontrollerad värmeplatta för att svetsa plastdelar. Vid svetsning placeras värmeplattan mellan de två plastdelarna. När arbetsstycket är nära värmeplattan börjar plasten smälta. Efter den förinställda uppvärmningstiden kommer plasten på arbetsstyckets yta att smälta till en viss nivå. När arbetsstycket är separerat på båda sidor, ta bort värmeplattan, och sedan arbetar de två delarna tillsammans. När värmeplattan slutar fungera, låt arbetstrycket kontinuerligt i några sekunder genereras en solid molekylstrukturkedja för att uppnå svetsändamålet, och svetstryckhållfastheten kan överstiga råmaterialets tryckhållfasthet.
Arbetssteg för svetsning av plastsvetsmaskin:
(1) Reparationstillstånd: När maskinen är i tillstånd av stopp eller cykeltid under arbete, när all cykeltid under arbete är i helautomatiskt tillstånd, placeras de elektriska svetsplastdelarna manuellt till vänster och höger formar ( Plastdelarna är
fastklämd på vakuumsugkoppen);
(2) Värmeplattan når det bästa tillståndet: tryck på startknappen, värmeplattan dras under trumman för att leda till värmedelen, den vänstra
och höger kylformar leds till den varmsmältande delen under de två trummorna, så att de vänstra och högra bindytorna svetsas. Rör vid värmeplattan för att smälta svetsytan på plastdelen;
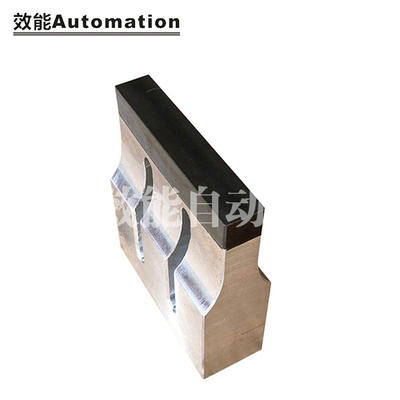
(3) Smälttillstånd för plastdelar: de övre och nedre plastdelarna är helt smälta och kan inte förkolnas inom den förinställda svetstiden;
(4) När svetstiden är slut lämnar de övre och nedre plastdelarna värmeplattan på ett visst avstånd säkert efter att de övre och nedre formarna är på samma gång, och sedan dras värmeplattan tillbaka för att dra sig tillbaka;
(5) De övre och nedre plastdelarna är sammansatta av de övre och nedre cylindrarna. Under förtorkningstiden smälts de två plastdelarna till en kropp, och den övre glassugkoppen släpps och plastdelens topplock svetsas med elektrisk svetsning, och de vänstra och högra mallarna kalibreras i fallet av (1), släpps den nedre glassugkoppen, den elektriska svetssvetsningsvulkaniserade gummikomponenten tas bort manuellt och utrustningen startar elektrisk svetsning i nästa reserverade cirkulationssystem.

Arbetssteg för svetsning av plastsvetsmaskin:
(1) Reparationstillstånd: När maskinen är i tillstånd av stopp eller cykeltid under arbete, när all cykeltid under arbete är i helautomatiskt tillstånd, placeras de elektriska svetsplastdelarna manuellt till vänster och höger formar ( Plastdelarna är
fastklämd på vakuumsugkoppen);
(2) Värmeplattan når det bästa tillståndet: tryck på startknappen, värmeplattan dras under trumman för att leda till värmedelen, den vänstra
och höger kylformar leds till den varmsmältande delen under de två trummorna, så att de vänstra och högra bindytorna svetsas. Rör vid värmeplattan för att smälta svetsytan på plastdelen;
(3) Smälttillstånd för plastdelar: de övre och nedre plastdelarna är helt smälta och kan inte förkolnas inom den förinställda svetstiden;
(4) När svetstiden är slut lämnar de övre och nedre plastdelarna värmeplattan på ett visst avstånd säkert efter att de övre och nedre formarna är på samma gång, och sedan dras värmeplattan tillbaka för att dra sig tillbaka;
(5) De övre och nedre plastdelarna är sammansatta av de övre och nedre cylindrarna. Under förtorkningstiden smälts de två plastdelarna till en kropp, och den övre glassugkoppen släpps och plastdelens topplock svetsas med elektrisk svetsning, och de vänstra och högra mallarna kalibreras i fallet av (1), släpps den nedre glassugkoppen, den elektriska svetssvetsningsvulkaniserade gummikomponenten tas bort manuellt och utrustningen startar elektrisk svetsning i nästa reserverade cirkulationssystem.